- 手持激光焊機(jī)及其應(yīng)用
- 中國(guó)焊接協(xié)會(huì)焊接設(shè)備分會(huì)編著
- 2068字
- 2025-08-27 15:26:22
1.3.2 激光復(fù)合焊接技術(shù)
雖然激光焊接具有焊縫深寬比大、熱影響區(qū)窄、焊接速度快、焊接熱輸入低、焊接變形小,以及聚焦后的光斑直徑小和能量密度高等特點(diǎn),但對(duì)焊接接頭裝配精度和間隙要求高,焊縫易出現(xiàn)氣孔、裂縫和咬邊等缺陷。同時(shí),由于激光器能量轉(zhuǎn)換效率低,焊接較厚的金屬板時(shí)需要較大的功率激光器,這不僅造成成本很高,而且體積也很大,設(shè)備投資大。而常規(guī)的熔化極電弧焊雖然焊接速度慢、焊接熱輸入大、熔深小、熱影響區(qū)大、焊接變形大,但是設(shè)備投資小,對(duì)間隙不敏感,便于填充金屬。因此,近年來(lái)激光焊接的發(fā)展趨勢(shì)之一就是采用“激光+電弧”的聯(lián)合焊接方法,將激光和電弧兩種熱源的優(yōu)點(diǎn)結(jié)合起來(lái),以彌補(bǔ)單一熱源焊接工藝的不足。激光-電弧復(fù)合焊也稱(chēng)電弧輔助激光焊接技術(shù),其主要目的是有效利用激光和電弧熱源,充分發(fā)揮兩種熱源各自的優(yōu)勢(shì),取長(zhǎng)補(bǔ)短,以較小的激光功率獲得較大的熔深,穩(wěn)定焊接過(guò)程,提高焊接效率,降低激光焊接的裝配精度和應(yīng)用成本。
通過(guò)激光和電弧熱源的協(xié)同作用,激光-電弧復(fù)合焊接(LAHW)技術(shù)可以提高焊接速度和熔深,增強(qiáng)間隙橋接能力。圖1-3所示為激光-電弧復(fù)合熱源的焊接示意圖。圖1-4所示為3種焊接條件下的焊縫熔深對(duì)比,其中,圖1-4a所示為MIG電弧焊、圖1-4b所示為激光自熔焊、圖1-4c所示為激光-電弧復(fù)合焊。從圖1-4可以看出,復(fù)合熱源的焊縫具有很好的焊縫熔深和深寬比。
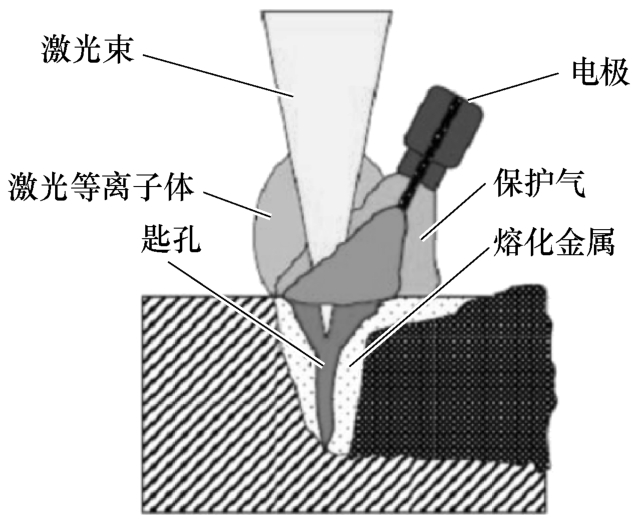
圖1-3 激光-電弧復(fù)合熱源焊接
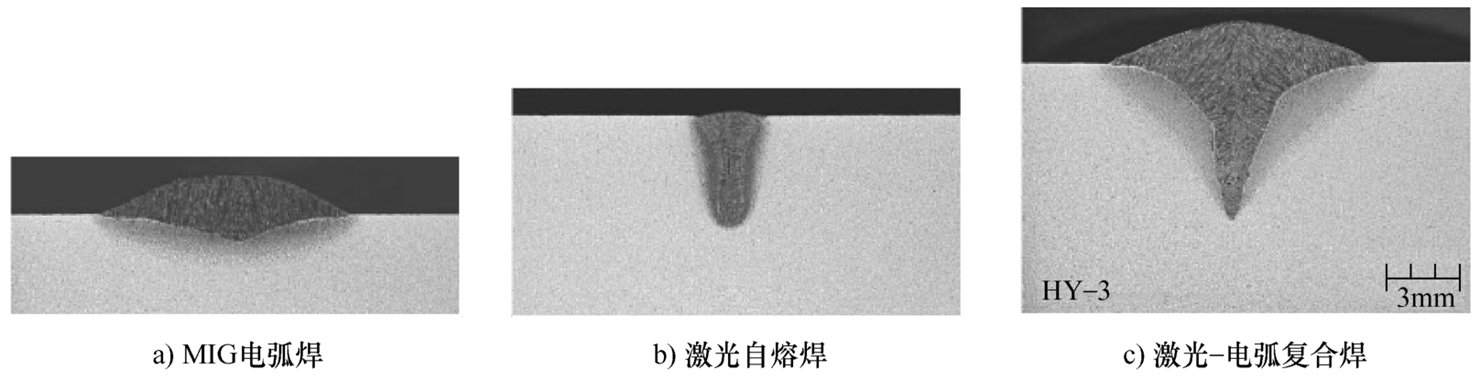
圖1-4 電弧焊、激光焊和激光-電弧復(fù)合焊焊縫熔深對(duì)比
(1)按功率分類(lèi) 根據(jù)激光-電弧復(fù)合焊中激光的功率大小,可將復(fù)合焊分為如下三類(lèi)。
1)百瓦級(jí)激光-電弧復(fù)合。熱源顯示為電弧的特性,激光功率較小(≤500W),激光主要起穩(wěn)定和壓縮電弧、提高電弧能量利用率的作用,多用于激光+TIG復(fù)合焊接,比較適合薄板焊接。
2)千瓦級(jí)激光-電弧復(fù)合。熱源兼有激光和電弧的特性,能夠充分利用二者的優(yōu)點(diǎn),多用于激光-MIG/MAG復(fù)合焊,適用于鋁合金、鎂合金、碳素鋼、低合金高強(qiáng)度鋼、超高強(qiáng)度鋼等材料的焊接。
3)萬(wàn)瓦級(jí)激光-電弧復(fù)合。熱源顯示激光的特點(diǎn),具有較大的焊縫深寬比,多用于大功率激光-MAG復(fù)合焊,主要用于船板等大厚板的焊接,設(shè)備投資較大。
(2)按工藝分類(lèi) 根據(jù)激光-電弧復(fù)合焊采用的電弧種類(lèi)不同,可將復(fù)合焊分為以下四類(lèi)。
1)激光-TIG復(fù)合焊。激光-TIG復(fù)合焊接如圖1-5所示,該復(fù)合焊接方式較為簡(jiǎn)單,也是最早實(shí)現(xiàn)復(fù)合的焊接方式,可采用同軸或旁軸方式。激光-TIG電弧復(fù)合焊接時(shí)激光在熔池中形成的小孔對(duì)電弧具有吸引和壓縮作用,增強(qiáng)了電弧的電流密度和穩(wěn)定性;即使在高速焊接條件下,仍可以保證電弧穩(wěn)定,焊縫成形良好,氣孔、咬邊等缺陷大大減輕。激光-TIG復(fù)合焊接速度是激光焊接速度的2倍以上,更是遠(yuǎn)遠(yuǎn)大于TIG焊。激光-TIG復(fù)合焊主要用于薄板和不等板厚材料的高速焊接,當(dāng)焊縫間隙較大時(shí)也可添加填絲。影響其焊接效果的工藝參數(shù)主要有電弧電流、激光功率、激光與電弧夾角、距離和高度等因素。
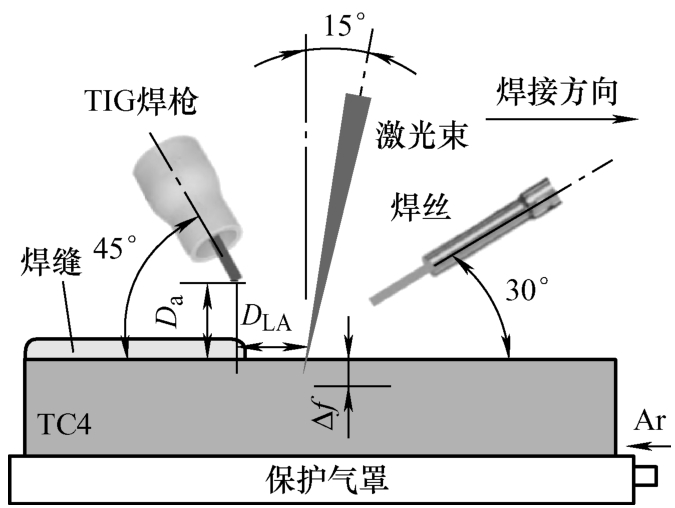
圖1-5 激光-TIG復(fù)合焊接
注:Da為電極與工件的距離,DLA為電極與激光束在工件表面的投射距離,Δf為熱影響區(qū)深度。
2)激光-MIG復(fù)合焊。激光-MIG復(fù)合焊接如圖1-6所示,是目前應(yīng)用最為廣泛的一種復(fù)合熱源焊接方式,由于MIG焊具有送絲和熔滴過(guò)渡過(guò)程,一般采用旁軸復(fù)合方式,利用MIG焊填絲的優(yōu)點(diǎn),在提高焊接熔深、增加適應(yīng)性的同時(shí),還可以改善焊縫冶金性能和微觀組織結(jié)構(gòu)。激光-MIG復(fù)合焊比激光-TIG復(fù)合焊可焊接更大板厚的板材,焊接適應(yīng)性更強(qiáng)。
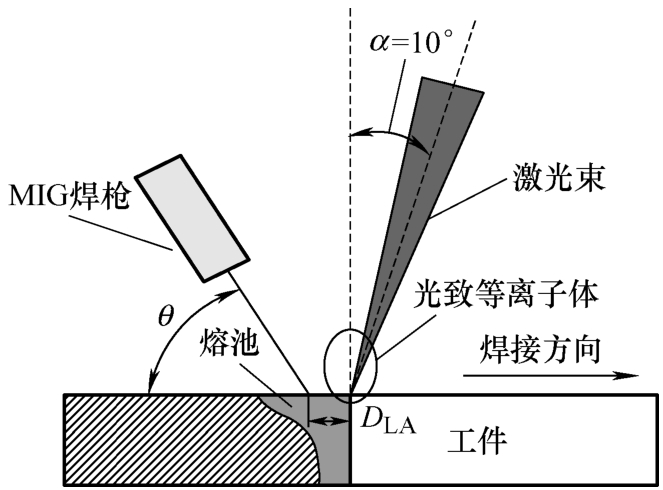
圖1-6 激光-MIG復(fù)合焊接
注:θ為焊槍與工件的夾角,DLA為焊縫熔合區(qū)寬度。
3)激光-等離子復(fù)合焊。激光-等離子復(fù)合焊接具有溫度高、電弧引燃性好、加熱區(qū)窄等優(yōu)點(diǎn),適用于薄板對(duì)接和不等厚板的焊接。
4)激光-雙弧復(fù)合焊。激光-雙弧復(fù)合焊是激光與兩個(gè)MIG或TIG電弧同時(shí)復(fù)合進(jìn)行焊接的工藝。兩個(gè)電弧同時(shí)作用于熔池,可以大幅度提高焊接速度,減少單位時(shí)間內(nèi)焊縫的熱輸入,可用于薄板焊接,且焊接過(guò)程非常穩(wěn)定。
(3)按位置分類(lèi)。根據(jù)激光與電弧的幾何位置關(guān)系,可將激光-電弧復(fù)合焊分為如下兩類(lèi)。
1)旁軸復(fù)合。旁軸復(fù)合時(shí)激光束和電弧呈一定角度地作用在工件的同一位置。激光可以在電弧前方引入,也可以在電弧后方引入。旁軸復(fù)合容易實(shí)現(xiàn),可以采用與TIG電弧、MIG電弧或等離子弧復(fù)合形式。
2)同軸復(fù)合。同軸復(fù)合時(shí)激光穿過(guò)電弧中心或電弧穿過(guò)對(duì)稱(chēng)布置的環(huán)狀光束或多光束幾何中心到達(dá)工件表面。同軸復(fù)合具有對(duì)稱(chēng)性,焊接時(shí)焊槍行走沒(méi)有方向性問(wèn)題,非常適合三維結(jié)構(gòu)的焊接,但設(shè)計(jì)比較復(fù)雜,實(shí)現(xiàn)難度較大,一般采用非熔化極TIG電弧或等離子弧。
圖1-7所示為激光-電弧復(fù)合焊的兩種復(fù)合原理。
除上述分類(lèi)方式外,激光-電弧復(fù)合焊也具有深熔焊和熱導(dǎo)焊兩種機(jī)制。當(dāng)電弧電流較小時(shí),電弧等離子體對(duì)激光的屏蔽作用較弱,小孔可以穩(wěn)定存在,有利于對(duì)電弧弧根的壓縮與吸引,電弧電流密度較大,可獲得較大的熔深,表現(xiàn)為深熔焊的特征。當(dāng)電弧電流較大時(shí),電弧等離子體對(duì)激光的屏蔽作用增強(qiáng),穿過(guò)電弧后激光能量損失很大,小孔不能穩(wěn)定存在,電弧弧根不能被壓縮,電弧電流密度隨之降低,因而熔深變淺,表現(xiàn)為熱導(dǎo)焊特征。深熔焊轉(zhuǎn)變?yōu)闊釋?dǎo)焊的電流稱(chēng)為臨界電流,激光功率越大,對(duì)電弧的吸引和壓縮能力越強(qiáng),臨界電流越大。
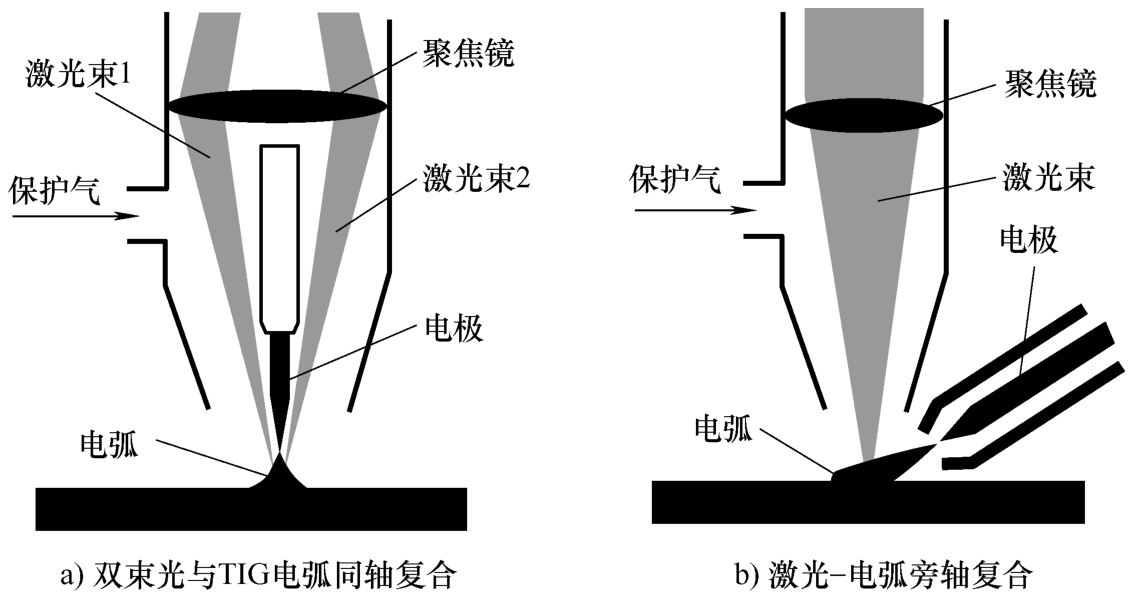
圖1-7 激光-電弧同軸復(fù)合和旁軸復(fù)合原理
- 不銹鋼焊接及焊接材料實(shí)用手冊(cè)
- 航空非金屬材料性能測(cè)試技術(shù)4:膠黏劑
- 現(xiàn)代感應(yīng)熱處理技術(shù)(第2版)
- 特種設(shè)備焊接禁忌
- 鉗工技能實(shí)訓(xùn)
- 等溫淬火球墨鑄鐵(ADI)理論、生產(chǎn)技術(shù)及應(yīng)用
- 數(shù)控機(jī)床原理與維護(hù)
- 壓鑄成型工藝與模具設(shè)計(jì)
- 模具設(shè)計(jì)與制造(第3版)
- 圖解鉚工入門(mén)·考證一本通
- 凡世的榮光:璀璨的中世紀(jì)建筑
- Creo3.0數(shù)控加工與典型案例
- 數(shù)控刀具應(yīng)用禁忌
- 特種設(shè)備焊接工藝評(píng)定及規(guī)程編制(第二版)
- 沉淀硬化不銹鋼的切削與數(shù)值模擬