- 超聲波檢測(cè)技術(shù)及應(yīng)用(第2版)
- 萬(wàn)升云等編著
- 1580字
- 2025-08-07 15:02:15
1.6.2 多層平面界面垂直入射
在實(shí)際超聲波檢測(cè)中時(shí)常遇到聲波透過(guò)多層介質(zhì),例如,鋼材中與探測(cè)面平行的異質(zhì)薄層、探頭晶片入射聲波進(jìn)入工件之前所經(jīng)過(guò)的保護(hù)膜、耦合劑等均是具有多層平面界面的實(shí)例。
1.透聲層
圖1-26所示為超聲波入射至均質(zhì)材料中的雙層平面界面的情況,這時(shí)Z1=Z3,Z2為異質(zhì)層的聲阻抗。該異質(zhì)層雙層平面界面上的聲壓反射系數(shù)和透射系數(shù)可用下列公式計(jì)算
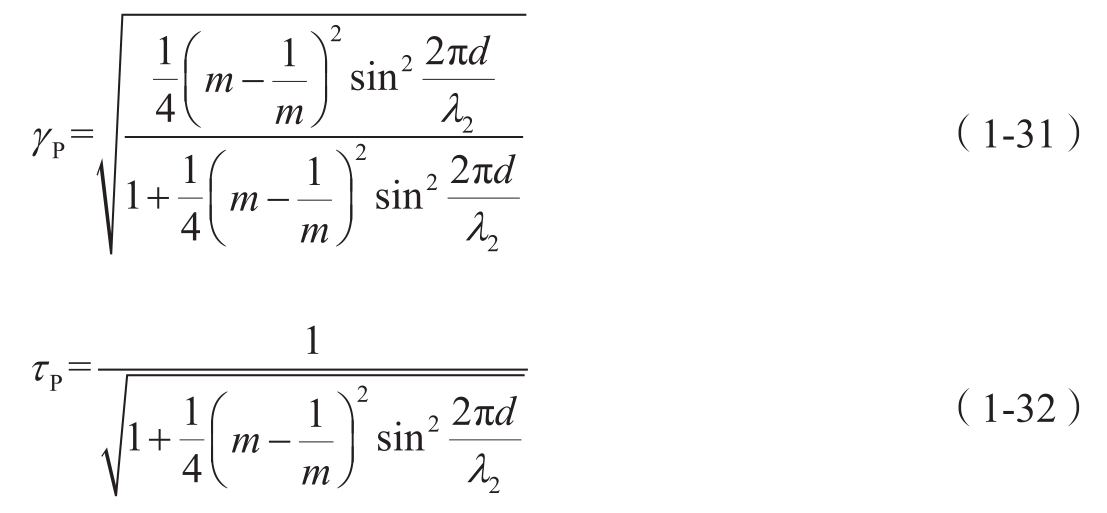
式中,m=Z1/Z2,d為異質(zhì)層厚度,λ2為超聲波在異質(zhì)層中的波長(zhǎng)。
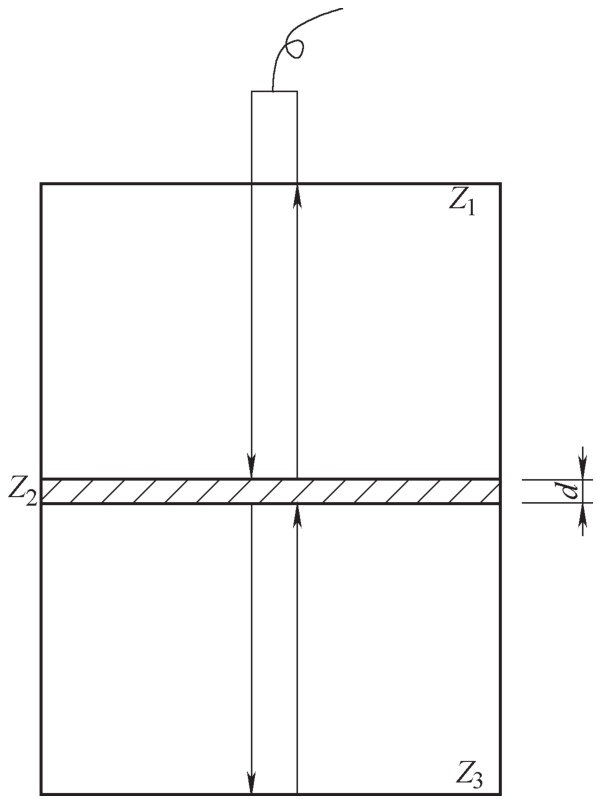
圖1-26 均質(zhì)材料中的雙層平面界面
由式(1-31)和式(1-32)可以看出:
1)若Z1=Z3(異質(zhì)層聲阻抗為Z2),當(dāng)異質(zhì)層厚度剛好是該層中傳播聲波的半波長(zhǎng)整數(shù)倍時(shí),即 ,則
,則 ,于是式(1-31)的γP=0,式(1-32)的τP=1。
,于是式(1-31)的γP=0,式(1-32)的τP=1。
這種情況如果發(fā)生在鋼板中,那么,當(dāng)采用某種探測(cè)頻率探測(cè)鋼板中一種均勻的分層,而分層厚度恰為二分之一波長(zhǎng)時(shí),γP=0,就得不到該分層的反射回波(或反射回波很低),從而導(dǎo)致該分層缺陷的漏檢。τP=1,超聲波通過(guò)這一介質(zhì)時(shí),聲壓沒(méi)有變化,這層異質(zhì)層似乎不存在,這時(shí)稱其為透聲層。為避免這種漏檢,可采用改變探測(cè)頻率的方法,改變后的探測(cè)頻率不應(yīng)是原探測(cè)頻率的整數(shù)倍。
這種情況如果發(fā)生在直探頭的透聲層中,那么,當(dāng)探頭采用鋼質(zhì)保護(hù)膜,并用來(lái)探測(cè)鋼工件時(shí),保護(hù)膜與工件表面之間的耦合層就是一層異質(zhì)層。要使探頭發(fā)射的超聲波經(jīng)過(guò)耦合層后達(dá)到較高的透射效果(即τP→1),就須使耦合層厚度為其半波長(zhǎng)的整數(shù)倍,這種透聲層又稱為半波透聲層。
2)若Z1≠Z3(異質(zhì)層聲阻抗為Z2),要使超聲波能以較高效率透過(guò)異質(zhì)層,就要求異質(zhì)層變?yōu)槁暡ㄔ谄渲袀鞑ゲㄩL(zhǎng)的四分之一的奇數(shù)倍,即 ,此時(shí)有最大的聲強(qiáng)透射率,即
,此時(shí)有最大的聲強(qiáng)透射率,即

當(dāng) 時(shí),異質(zhì)層的聲強(qiáng)透射率最低,即
時(shí),異質(zhì)層的聲強(qiáng)透射率最低,即

直探頭選用非鋼質(zhì)保護(hù)膜,并探測(cè)鋼工件時(shí)就屬此種情況,此時(shí)耦合層的厚度應(yīng)該為λ2/4的奇數(shù)倍時(shí),才有較好的透聲效果。
3)若將直探頭保護(hù)膜看作處于晶片與耦合層之間的異質(zhì)層,如圖1-27所示因晶片聲阻抗總是不等于耦合層聲阻抗(即Z1≠Z3),因此,要使保護(hù)膜有較高的透聲效果,其厚度也應(yīng)是λ2/4的奇數(shù)倍。探頭保護(hù)膜除了要求有合適的厚度外,還應(yīng)有一個(gè)適當(dāng)?shù)穆曌杩埂.?dāng)保護(hù)膜聲阻抗Zm滿足下列關(guān)系時(shí),聲強(qiáng)的透射率就較高。
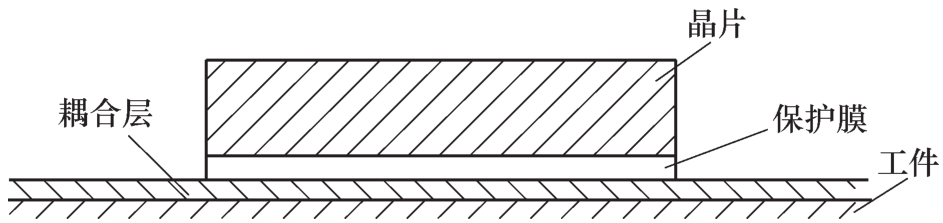
圖1-27 探頭典型耦合狀況

4)實(shí)際檢測(cè)中探頭上施以一定壓力,探頭與工作接觸緊密,得到的反射回波也較高,其原因是當(dāng)耦合厚度d→0時(shí),式(1-32)中 ,τP→1,透過(guò)的聲能也較多。在儀器和探頭性能測(cè)試時(shí),或制作距離-波幅曲線時(shí),為了使探頭獲得均勻的壓力,可用一定量的重塊壓在探頭上。當(dāng)然,對(duì)于現(xiàn)場(chǎng)實(shí)際檢測(cè)時(shí)就沒(méi)有這種必要。
,τP→1,透過(guò)的聲能也較多。在儀器和探頭性能測(cè)試時(shí),或制作距離-波幅曲線時(shí),為了使探頭獲得均勻的壓力,可用一定量的重塊壓在探頭上。當(dāng)然,對(duì)于現(xiàn)場(chǎng)實(shí)際檢測(cè)時(shí)就沒(méi)有這種必要。
2.異質(zhì)薄層的檢測(cè)靈敏度
在超聲波檢測(cè)中,當(dāng)缺陷反射聲壓僅為入射聲壓的1%時(shí),檢測(cè)儀示波屏上就可得到可分辨的反射回波。被檢工件中的缺陷(如裂縫縫隙、層狀偏析和夾雜物等)薄層,當(dāng)它們的反射面與聲束垂直或接近垂直時(shí),都可以看成均質(zhì)材料中的異質(zhì)薄層。從圖1-28中可以看出,鋼中氣隙厚度為(10-5~10-4)mm(如兩塊高精度塊規(guī)之間的縫隙)時(shí),用1MHz直探頭探測(cè),就能得到幾乎100%的反射。實(shí)際缺陷由于表面不平整和帶有附著物,其間隙厚度還要大得多,因此更容易被檢測(cè)出來(lái)。這就是反射法探測(cè)裂縫有較高靈敏度的原因,但當(dāng)鋼中1μm縫隙中充滿油(或水)時(shí),仍用1MHz直探頭探測(cè),只可獲得6%的反射聲壓。圖1-29為鋼和鋁中油層界面的聲壓反射率。
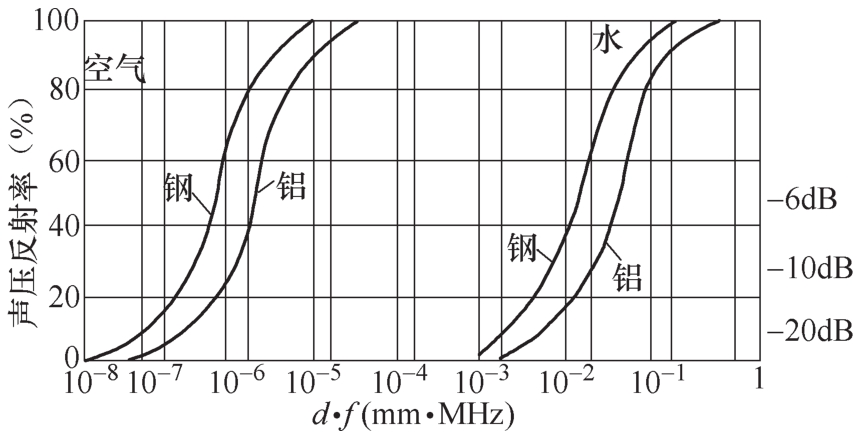
圖1-28 鋼和鋁中氣隙、水隙的反射率
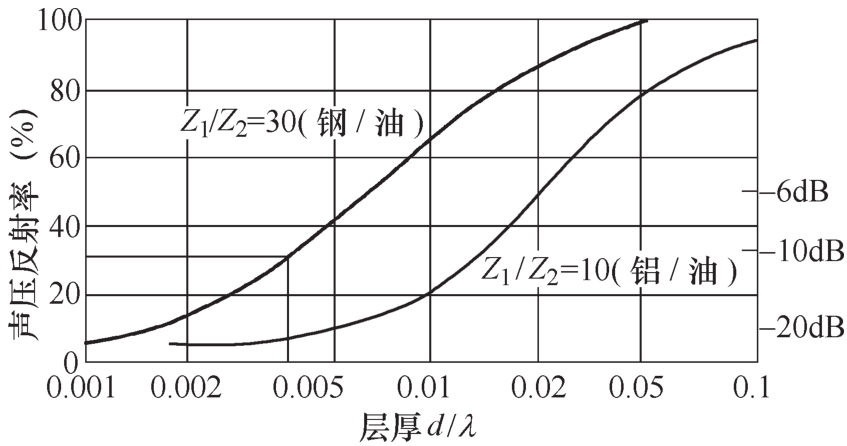
圖1-29 鋼和鋁中油隙的反射率
異質(zhì)薄層的聲阻抗與工件材料聲阻抗差異越大,則聲壓反射越高,越容易被檢出;反之,兩者聲阻抗差異越小,則反射越低,檢出越困難。所以,同樣厚度的異質(zhì)薄層位于聲阻抗不同的工件中,工件聲阻抗越大,對(duì)此薄層的檢測(cè)靈敏度越高。顯然,鋁和鋼中同樣性質(zhì)和厚度的缺陷,超聲波對(duì)鋼中該缺陷的檢測(cè)力就高于鋁中同類缺陷的檢測(cè)能力。若要提高鋁中缺陷的檢測(cè)能力,可用提高檢測(cè)頻率的方法。如鋁中微小氣隙的反射率僅為此缺陷位于鋼中時(shí)的三分之一,若檢測(cè)頻率提高四倍,就可獲得原頻率在鋼中的反射率。
- 不銹鋼焊接及焊接材料實(shí)用手冊(cè)
- 老查做模一千零一招(第二卷)
- 機(jī)床電氣控制技術(shù)及應(yīng)用
- UG NX 8.5數(shù)控加工自動(dòng)編程經(jīng)典實(shí)例(第3版)
- 模具專業(yè)英語(yǔ)教程(第2版)
- 數(shù)控機(jī)床原理與維護(hù)
- 數(shù)控機(jī)床加工工藝及設(shè)備
- 機(jī)械加工工藝(第3版)
- 冷沖壓成形工藝與模具設(shè)計(jì)
- 醫(yī)用鈦基合金表面功能涂層
- 沖壓模具設(shè)計(jì)實(shí)例圖解
- 數(shù)控銑床零件加工技術(shù)
- 機(jī)械工人常用計(jì)算手冊(cè)
- 冷擠壓實(shí)用技術(shù)(第2版)
- 建筑鋼結(jié)構(gòu)焊接新技術(shù)