- 西門子S7-300/400PLC項目化教程
- 朱清智 王娜主編
- 610字
- 2021-10-27 14:20:06
2.3 項目訓練——傳送帶正反轉控制設計與調試
因生產工藝改變,現對傳送帶進行電氣改造。任務要求:按下正轉按鈕SB1,貨物傳送帶電動機M1開始運行(M1為三相異步電動機,正反轉運行),托盤傳送帶電動機M2開始運行(M2為三相異步電動機,正反轉運行)。當碰到SQ2時貨物傳送帶電動機M1停止,當碰到SQ4時貨物傳送帶電動機M1停止。按下反轉按鈕SB2,兩個電動機開始反轉,碰到SQ1后,貨物傳送帶電動機停止;碰到SQ3后,托盤傳送帶電動機停止。期間按下停止按鈕SB3,則電動機立即停止,將各個限位開關復位后,重新調試。
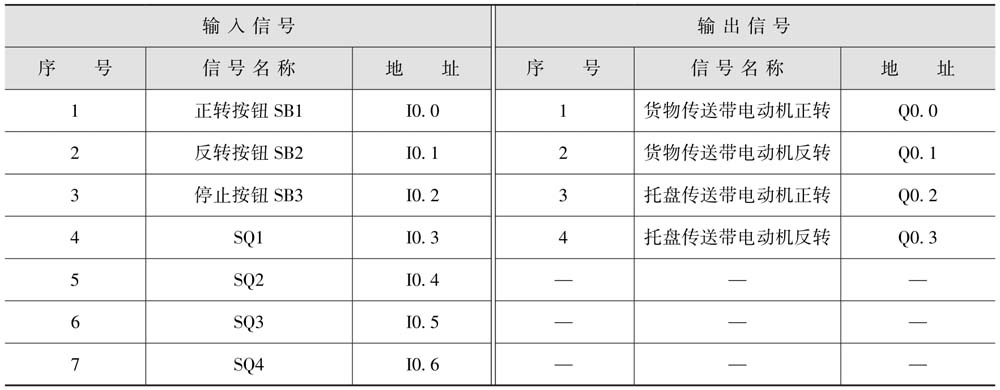
2.3.1 I/O地址分配
根據任務分析,對控制系統的I/O地址進行合理分配,如表2-13所示。
表2-13 I/O地址分配
2.3.2 硬件設計
根據任務分析,I/O接線如圖2-25所示。
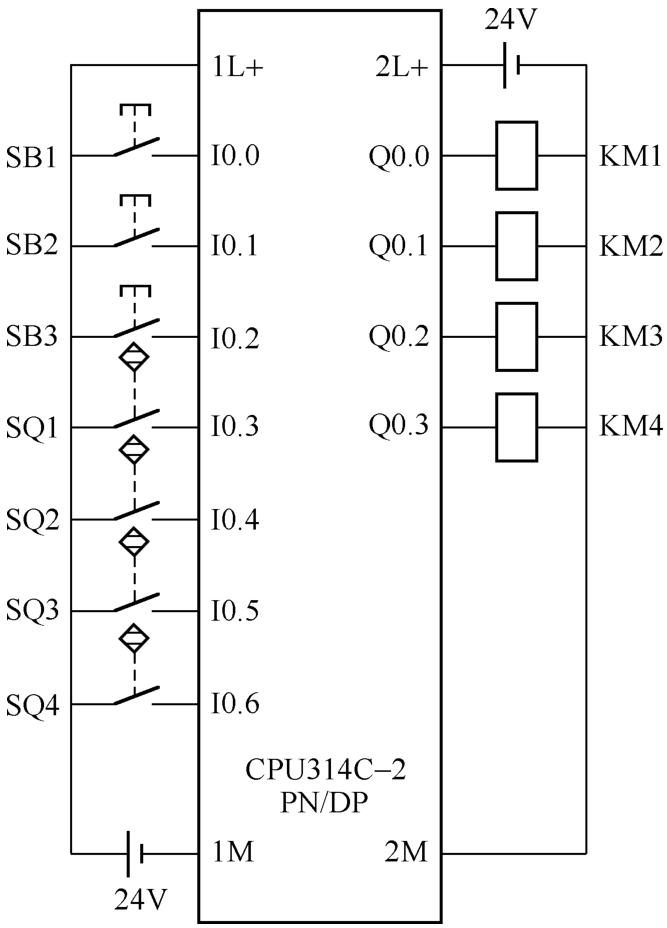
圖2-25 I/O接線圖
2.3.3 軟件程序設計
按下正轉按鈕SB1,貨物傳送帶電動機M1開始運行。當碰到SQ2或按下停止按鈕SB3,貨物傳送帶電動機M1停止。程序如圖2-26所示。
按下反轉按鈕SB2,貨物傳送帶電動機M1開始反轉,當碰到SQ1或按下停止按鈕SB3,貨物傳送帶電動機M1停止。程序如圖2-27所示。
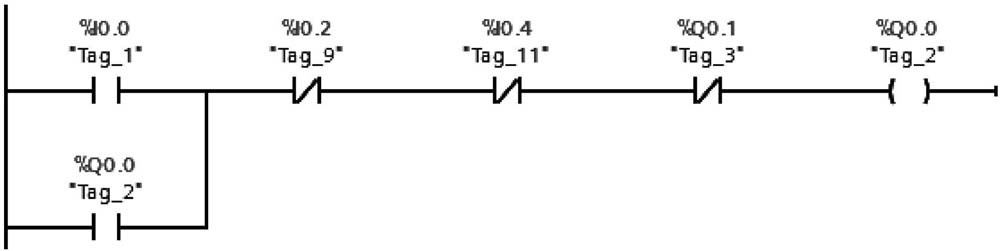
圖2-26 貨物傳送帶電動機正轉程序

傳送帶正反轉控制實施過程
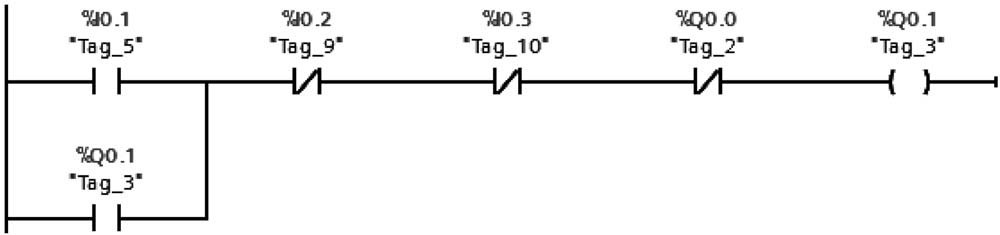
圖2-27 貨物傳送帶電動機反轉程序
按下正轉按鈕SB1,托盤傳送帶電動機M2開始正轉運行。當碰到SQ4或按下停止按鈕SB3,托盤傳送帶電動機M2停止。程序如2-28所示。
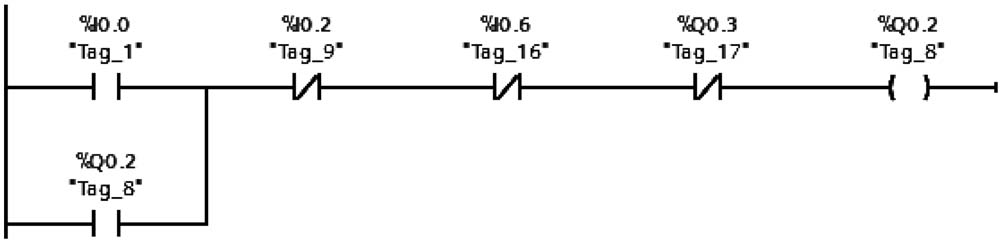
圖2-28 托盤傳送帶電動機正轉程序
按下反轉按鈕SB2,托盤傳送帶電動機M2開始反轉;當碰到SQ3或按下停止按鈕SB3,托盤傳送帶電動機M2停止。程序如2-29所示。
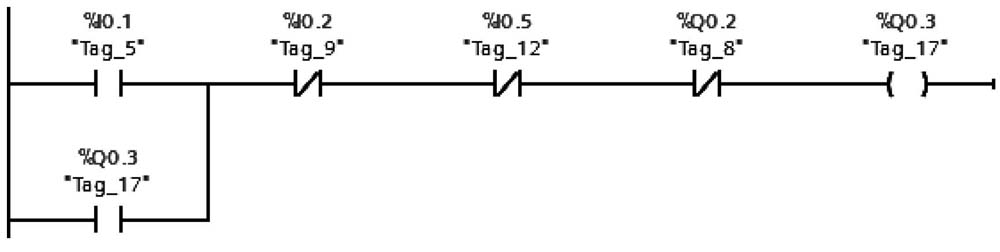
圖2-29 托盤傳送帶電動機反轉程序

傳送帶正反轉控制調試過程