- 3D打印:從全面了解到親手制作(第2版)
- 楊振賢 李方 潘學松編著
- 2878字
- 2021-12-23 10:47:48
3.3 激光燒結式(SLS)
激光燒結(Selective Laser Sintering,SLS),又稱為選區激光燒結或選擇性激光燒結技術,最早由美國得克薩斯大學(Texas University)的卡爾·戴克(Carl Deckard)提出,并于1992年完成商業原型設備正式推向市場。
激光燒結式3D打印技術主要是利用粉末材料在激光照射下高溫燒結的基本原理,通過計算機控制光源定位裝置實現精確定位,然后逐層燒結堆積成型。所以,SLS技術同樣是使用層疊堆積成型的方式,不同之處主要在于,在照射之前需要先鋪一層粉末材料,然后將材料預熱到略低于熔點溫度,之后再使用激光照射裝置在該層截面上進行掃描,使被照射的部分粉末溫度升至熔化點,從而被燒結形成黏結。接著不斷重復進行鋪粉、燒結的過程,直至整個模型被打印成型。
SLS工藝主要支持粉末狀原材料,包括金屬粉末和非金屬粉末,然后通過激光照射燒結原理堆積成型。SLS的打印原理同SLA[注]十分相似,主要區別在于所使用的材料及其形態不同。SLA所用的原材料主要是液態的紫外光敏可凝固樹脂,而SLS則使用粉狀材料。這一成型機理使得SLS技術在原材料選擇上具備非常廣闊的空間,因為從理論上來講,任何可熔的粉末都可以用來進行制作,并且打印出的模型可以作為真實的原型制件使用。
3.3.1 技術原理
激光燒結技術是快速成型工藝中的一種,中文還被譯為:粉末材料選擇性激光燒結、激光選區燒結或粉末燒結等。早在1986年,美國得克薩斯大學的研究生卡爾·戴克便提出了Selective Laser Sintering(SLS)的思想,并于1989年研制成功。憑借這一核心技術,戴克稍后還組建了DTM公司,在1992年發布了第一臺基于SLS的商業成型機。之后一直成為SLS技術的主要領導企業,直到2001年被3D Systems公司完整收購。幾十年來,得克薩斯大學和DTM公司的科研人員在SLS領域做了大量的研究工作,并在設備研制、工藝和材料研發上取得了非常豐碩的成果。另外,還有德國的EOS公司也在這一技術領域積累深厚,擁有許多的專利技術,并開發了一系列相應的成型設備。
在國內,目前已有多家單位開展了對SLS的相關研究工作,如華中科技大學、南京航空航天大學、西北工業大學、中北大學和北京隆源自動成型有限公司等,取得了許多重大成果,如南京航空航天大學研制的RAP-I型激光燒結快速成型系統、北京隆源自動成型有限公司開發的AFS-300激光快速成型的商品化設備。
選擇性激光燒結的技術原理如圖3-6所示,主要加工過程為:先采用鋪粉輥將一層粉末材料平鋪在已成型零件的上表面;并通過打印倉的恒溫設施將其加熱至恰好低于該粉末燒結點的某一溫度,接著控制系統控制激光束按照該層的截面輪廓在粉層上照射,使被照射區粉末溫度升至熔化點之上,進行燒結并與下面已制作成型的部分實現黏結;當一個層截面被燒結完成后,打印平臺下的工作活塞下降一個層厚的高度,鋪粉系統為凹陷的工作臺鋪上新的粉材;然后控制激光束再次照射燒結新層,如此循環往復,層層疊加,直到完成整個三維零件的打印成型工作;最后,將未燒結的粉末回收到粉末缸中,取出已成型工件。
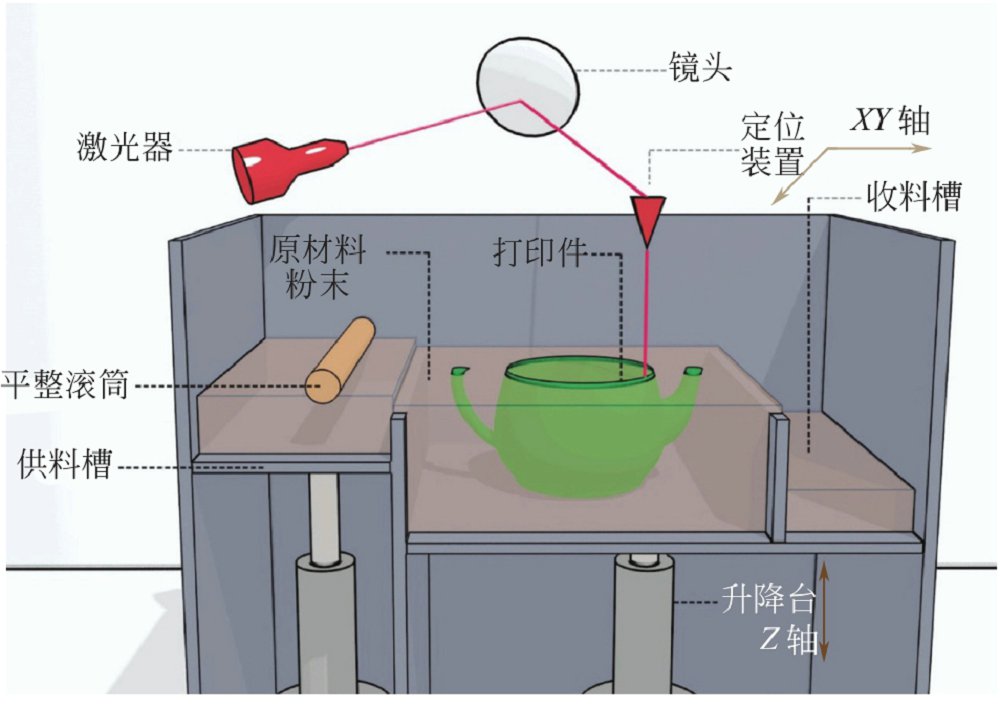
圖3-6 SLS打印技術原理
同其他打印設備不同,SLS打印的模型并不能一打印完馬上拿出來使用,而需要等待整個原型充分冷卻之后,才能將其拿出并放置到工作臺上,否則原型可能由于溫度過高給操作者帶來危險。當整個原型被取出后,可以用刷子小心刷去表面粉末,打印后回收和殘留的粉末都可以再次重復使用。
對于使用金屬粉末作為原材料進行激光燒結,在燒結之前,整個工作臺都會被加熱至一定溫度。這樣做可有效減少打印過程中的熱變形,并利于層與層之間的黏結。在打印過程中,未經燒結的粉末對模型的空腔和懸臂部分起著支撐作用,因此不必像SLA和FDM工藝那樣另行添加支撐結構,但在打印封閉結構時,必須留有孔洞以便內部支撐粉末的清理。
3.3.2 工藝過程
目前激光燒結技術已經可以選用非常多的粉末材料,并制成相應材質的部件。由于工藝成熟,打印的成品普遍具備精度好、強度高等優點。但SLS最大的優勢還在于可以直接完成金屬成品的打印,打印完成的零部件可以直接滿足測試性需求。并且激光燒結技術可以直接燒結金屬零件,也可以間接燒結,最終成品的材料強度遠遠優于其他3D打印技術。當前SLS設備家族中最為知名的是3D Systems公司的sPro系列,以及德國EOS的M系列。
根據前面介紹的SLS工藝原理,其具體工藝過程可概括如下。
(1)整個打印倉在打印期間,始終保持在粉材熔點略低一些的溫度。
(2)將材料粉末鋪撒在已成型零件的上表面,并刮平。
(3)使用高強度的CO2激光器在剛鋪的新層上照射出零件的層截面,材料粉末在高強度的激光照射下被燒結在一起,并與下面已成型的部分黏結。
(4)當一層截面被燒結完成后,通過鋪粉系統新鋪一層粉末材料,然后進行下一層截面的打印。
激光燒結技術雖然優勢非常明顯,但是也同樣存在缺陷。首先便是粉末燒結帶來的表面粗糙,需要后期打磨處理;其次是需使用大功率激光器,使得需要較高的設備購買和維護成本,以及配套的保護、控制部件,設備整體技術復雜度高、制造難度大,普通用戶無法承受,難于大范圍推廣。所以目前SLS設備的應用范圍主要集中在高端制造領域,尚未有桌面級SLS 3D打印機開發的消息,要進入普通民用領域,可能還需要很長一段時間。
3.3.3 技術特點
與其他3D打印機技術相比,SLS工藝最突出的優點在于它可以打印使用的原材料十分廣泛。從理論上說,任何加熱后能夠形成原子間黏結的粉末材料都可以被用來作為SLS的成型材料。目前,已可成熟運用于SLS設備打印的材料主要有石蠟、高分子、金屬、陶瓷粉末和它們的復合粉末材料。由于SLS工藝具備成型材料品種多、用料節省、成型件性能好、適合用途廣以及無需設計和制造復雜的支撐系統等優點,所以SLS的應用越來越廣泛。
具體來講,SLS的優點主要有以下幾點。
(1)與其他工藝相比,能生產強度高、材料屬性優異的產品,甚至可以直接作為終端產品使用。
(2)可供使用的原材料種類眾多,包括工程塑料、蠟、金屬、陶瓷粉末等。
(3)零件的構建時間較短,打印的物品精度非常高。
(4)無需設計和構造支撐部件。
相對其他3D打印技術,其缺點主要包括如下幾個方面。
(1)關鍵部件損耗高,并需要專門實驗室環境。
(2)打印時需要穩定的溫度控制,打印前后還需要預熱和冷卻,后處理也較麻煩。
(3)原材料價格及采購維護成本都較高。
(4)成型表面受粉末顆粒大小及激光光斑的限制,影響打印精度。
(5)無法直接打印全封閉中空的設計,需要留有孔洞去除粉材。
3.3.4 典型設備
3D打印機技術中,金屬粉末SLS技術一直是近年來人們研究的一個重要方向。實現使用高熔點金屬直接燒結成型零件,有助于制作傳統切削加工方法難以制造的高強度零件,對快速成型技術更廣泛的應用具有特別重要的意義。圖3-7是一款比較典型的SLS設備,3D Systems公司的sPro系列。

圖3-7 3D Systems公司的sPro 140激光燒結打印機
從未來發展來看,SLS技術在金屬材料領域中的研究方向主要集中在單元體系金屬零件燒結成型,多元合金材料零件的燒結成型,先進金屬材料如金屬納米材料、非晶態金屬合金等的激光燒結成型等方向,尤其適合于硬質合金材料微型元件的成型。此外,還可以根據零件的具體功能及經濟要求來燒結形成具有功能梯度和結構梯度的零件。相信隨著人們對激光燒結金屬粉末成型機理的掌握,對各種金屬材料最佳燒結參數的獲得,以及專用快速成型材料的出現,SLS技術的研究和應用也將會進入一個新的局面。