- 電子產(chǎn)品生產(chǎn)工藝與管理
- 郭建莊 樂(lè)麗琴
- 4140字
- 2019-03-12 18:33:16
3.1 手工焊接常用工具
焊接是電子產(chǎn)品實(shí)現(xiàn)連接的重要方法之一,是將導(dǎo)線、元器件引腳與印制電路板連接在一起的過(guò)程,是電子產(chǎn)品裝配過(guò)程中的一個(gè)重要步驟。采用合適的焊接工具是保證電子產(chǎn)品焊接質(zhì)量的關(guān)鍵一環(huán)。
3.1.1 電烙鐵
電烙鐵是最常用的手工焊接工具之一,被廣泛用于各種電子產(chǎn)品的生產(chǎn)與維修。
1.電烙鐵的分類
常見的電烙鐵分為外熱式、內(nèi)熱式、恒溫式等,最常用的是內(nèi)熱式和外熱式兩種。
(1)內(nèi)熱式電烙鐵。常見的內(nèi)熱式電烙鐵及烙鐵頭形狀如圖3-1所示。電烙鐵由手柄、電源線、緊固螺釘、烙鐵頭、加熱體等部分組成。烙鐵芯一般采用極細(xì)的鎳鉻電阻絲繞在磁管上制成,它被鉻鐵頭包起來(lái),故稱為內(nèi)熱式。烙鐵頭的溫度也可以通過(guò)移動(dòng)烙鐵頭與烙鐵芯的相對(duì)位置來(lái)調(diào)節(jié)。內(nèi)熱式電烙鐵發(fā)熱快,熱效率高,體積小,重量輕,故目前用得較多。
(2)外熱式電烙鐵。外熱式電烙鐵因烙鐵芯在烙鐵頭外面故稱之為外熱式。烙鐵頭是由紫銅或銅合金制成,具有較好的傳熱性能。烙鐵頭的體積、形狀、長(zhǎng)短與工作所需溫度和工作環(huán)境有關(guān)。常用的烙鐵頭有鑿形、圓錐形、圓斜面形、彎形等。
烙鐵頭的溫度可以通過(guò)烙鐵頭固定螺釘來(lái)調(diào)節(jié)。外熱式電烙鐵的規(guī)格有多種,常用的有25W、45W、75W,100W等。其熱利用率相對(duì)內(nèi)熱式要低得多。常用外熱式電烙鐵外形及烙鐵頭形狀如圖3-2所示。
(3)吸錫電烙鐵。吸錫電烙鐵如圖3-3所示,常用于對(duì)焊點(diǎn)進(jìn)行拆焊。它主要由含電熱絲的外壁、彈簧及柱狀內(nèi)芯組成。使用時(shí),擠壓內(nèi)芯使彈簧變形,待焊點(diǎn)融化后,按下卡內(nèi)芯的按鈕,彈簧迅速恢復(fù)形變,彈起內(nèi)芯,吸錫口形成強(qiáng)勁氣流,將溶化的焊料吸走,以便拆卸元器件。吸錫電烙鐵是將活塞式吸錫器與電烙鐵融為一體的拆卸工具。
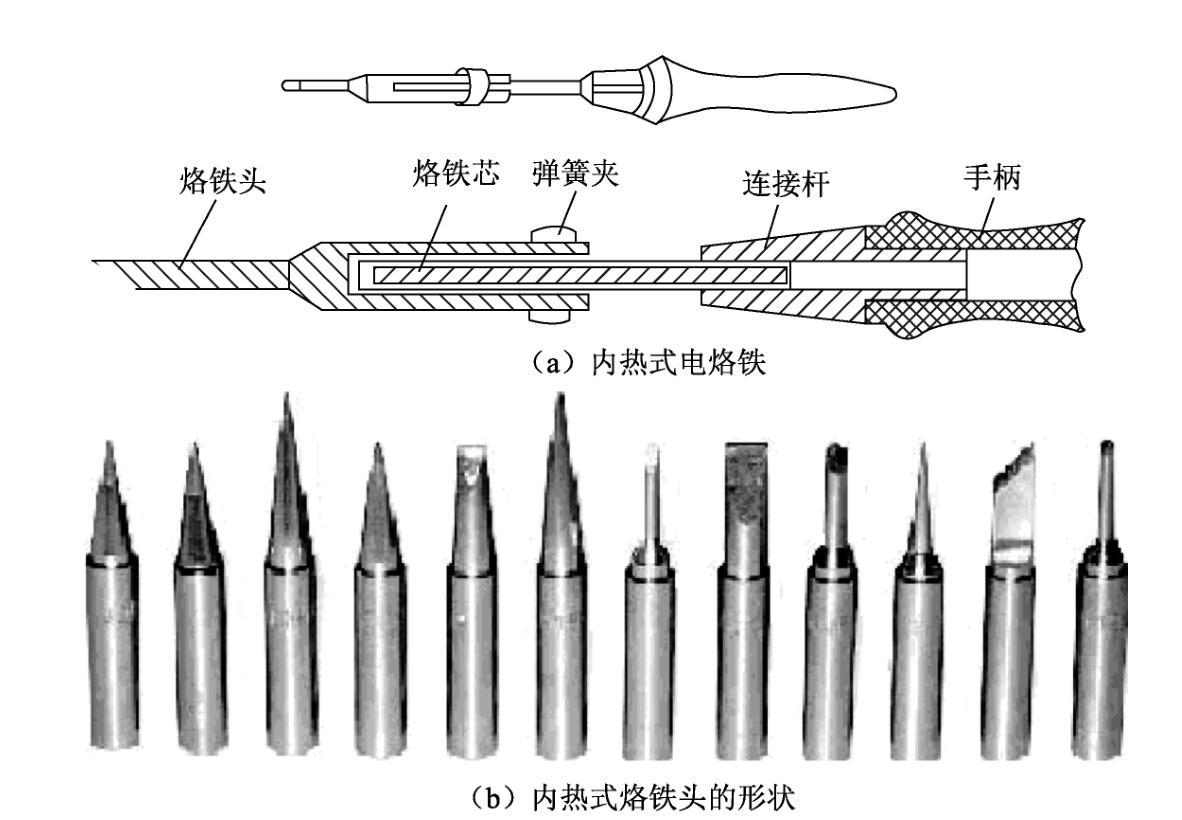
圖3-1 內(nèi)熱式電烙鐵外形及各種常見的烙鐵頭的形狀
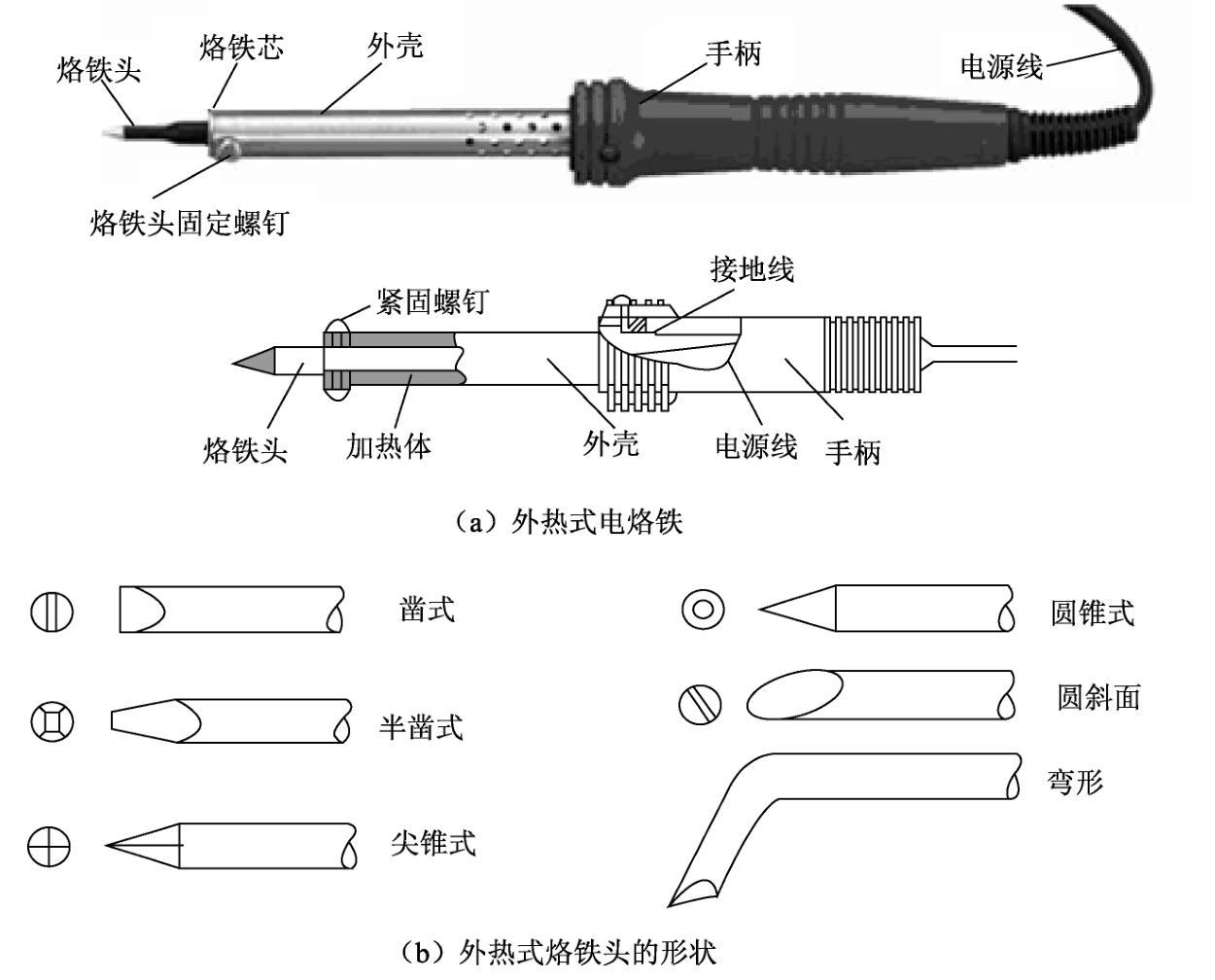
圖3-2 外熱式電烙鐵外形圖及烙鐵頭形狀

圖3-3 吸焊電烙鐵外形
(4)電熱鑷子。電熱鑷子是一種專用于SMC貼片元器件的高檔工具,它相當(dāng)于兩把組裝在一起的電烙鐵,只是兩個(gè)電熱芯獨(dú)立安裝在兩則,同時(shí)加熱。接通電源后,捏合電熱鑷子夾住SMC元器件的兩個(gè)焊端,加熱頭的熱量熔化焊點(diǎn),很容易把元器件取下來(lái)。電熱鑷子的外形如圖3-4所示。

圖3-4 電熱鑷子的外形
(5)恒溫電烙鐵。恒溫電烙鐵的結(jié)構(gòu)圖如圖3-5所示,在烙鐵頭內(nèi)裝有磁鐵式的溫度元器件,由它來(lái)控制通電時(shí)間,實(shí)現(xiàn)恒溫的目的。當(dāng)電烙鐵通電時(shí),溫度上升,當(dāng)達(dá)到預(yù)定溫度時(shí),烙鐵頭內(nèi)的強(qiáng)磁體傳感器達(dá)到某一溫度(居里點(diǎn))而磁性消失,從而使磁芯開關(guān)觸點(diǎn)斷開,烙鐵加熱器斷電。當(dāng)溫度低于強(qiáng)磁體傳感器某一溫度(居里點(diǎn))時(shí),強(qiáng)磁體便恢復(fù)磁性,并吸動(dòng)磁芯開關(guān)中的永久磁鐵,使控制開關(guān)的觸點(diǎn)接通,繼續(xù)向電烙鐵供電,如此循環(huán)往復(fù),達(dá)到控制溫度的目的。在電子產(chǎn)品的焊接中常選用恒溫電烙鐵,但它的價(jià)格比一般電烙鐵的價(jià)格高。
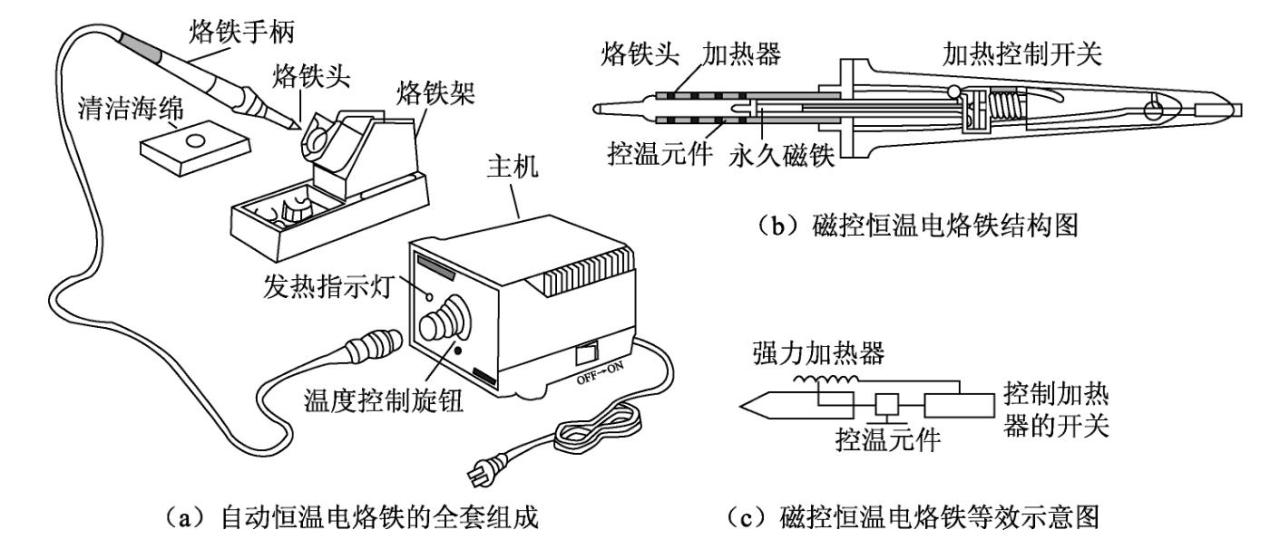
圖3-5 恒溫電烙鐵的結(jié)構(gòu)圖
2.電烙鐵的選用
電烙鐵的種類及規(guī)格有很多種,而被焊工件的大小有所不同,因而合理地選用電烙鐵的功率和種類,對(duì)提高焊接質(zhì)量和工作效率有直接關(guān)系。如果被焊件較大,使用的電烙鐵功率較小,則焊接溫度過(guò)低,焊料熔化慢,焊劑不能揮發(fā),焊點(diǎn)不光滑、不牢固,勢(shì)必造成焊接強(qiáng)度及質(zhì)量不合格,甚至焊料不熔化,使焊接無(wú)法進(jìn)行。如果電烙鐵的功率太大,會(huì)使過(guò)多的熱量傳遞到被焊工件上面,使元器件的焊點(diǎn)過(guò)熱,造成元器件損壞,致使印制電路銅箔脫落等。
選用電烙鐵時(shí),可以從以下幾方面進(jìn)行考慮:
(1)焊接集成電路、晶體管及受熱易損元器件時(shí),應(yīng)選用20W內(nèi)熱式、25W的外熱式電烙鐵或恒溫電烙鐵。
(2)焊接導(dǎo)線及同軸電纜時(shí),應(yīng)選用45~75W外熱式電烙鐵或者50W內(nèi)熱式電烙鐵。
(3)焊接較大的元器件時(shí),如輸出變壓器的引線腳、大電解電容的引線腳、金屬底盤接地焊片等,應(yīng)選用100W以上的電烙鐵。
(4)烙鐵頭長(zhǎng)度的調(diào)整。電烙鐵的功率選定后,已基本滿足焊接溫度的要求。工作中還可以通過(guò)調(diào)整烙鐵頭的長(zhǎng)度來(lái)調(diào)整烙鐵頭的溫度。例如,焊接集成電路與晶體管時(shí),電烙鐵溫度就不能太高,且時(shí)間不能過(guò)長(zhǎng),此時(shí)可適當(dāng)調(diào)整烙鐵頭插入烙鐵芯的長(zhǎng)度,從而控制烙鐵頭的溫度,烙鐵頭往前調(diào)整溫度降低,反之升高。
(5)烙鐵頭的選擇。烙鐵頭有直頭和彎頭兩種。當(dāng)采用握筆法時(shí),直頭的電烙鐵使用起來(lái)較靈活,適合在元器件較多的電路中進(jìn)行焊接。彎頭電烙鐵用正握法較合適,多用于線路板垂直于桌面的情況下焊接。
3.電烙鐵使用注意事項(xiàng)
(1)新烙鐵使用前的處理。在使用前先用砂布打磨烙鐵頭,將其氧化層去除,露出均勻、平整的銅表面,然后將烙鐵頭裝好通電。當(dāng)烙鐵頭溫度長(zhǎng)到能熔錫時(shí),將烙鐵頭在松香上蘸涂一下,等松香冒煙后再蘸涂上一層錫,如此反復(fù)進(jìn)行幾次,直到整個(gè)烙鐵頭修整面均勻地掛上一層錫為止。電烙鐵通電后一定要立刻蘸上松香,否則其表面會(huì)再一次生成氧化層。
(2)使用過(guò)的烙鐵頭的處理。電烙鐵用了一定時(shí)間,或是烙鐵頭被焊錫腐蝕得凸凹不平,此時(shí)不利于熱量傳遞,或者是烙鐵頭表面氧化使烙鐵頭被“燒死”,不再吃錫。這種情況下,電烙鐵雖然很熱,但就是焊不上元器件。處理方法是用銼刀將烙鐵頭部的氧化層及凹坑銼掉,銼成原來(lái)的形狀,然后再按照新烙鐵頭的處理方法進(jìn)行處理。使用合金烙鐵頭時(shí),切忌用銼刀修整。
(3)電烙鐵的保養(yǎng)。在開始焊接前后,經(jīng)常在濕潤(rùn)的木質(zhì)纖維海綿上擦拭烙鐵頭,清除烙鐵頭上的殘錫,保持烙鐵頭的清潔。在烙鐵頭上均勻鍍上一層焊錫,它不僅在焊接時(shí)起到傳熱作用,還能保護(hù)烙鐵頭不被氧化。在焊接時(shí)不要施加壓力,否則會(huì)使烙鐵頭受損變形或損壞元器件、損傷電路板的焊盤。焊接完成以后,要清潔烙鐵頭并鍍上一層新錫作為保護(hù)。
(4)恒溫電烙鐵焊接作業(yè)順序:
①清洗纖維海綿,使海綿表面潔凈,無(wú)明顯焊錫或松香殘?jiān)3趾>d潤(rùn)濕(輕壓不出水)。
②打開電源開關(guān),調(diào)整控溫旋鈕到所需溫度。
③加熱指示燈開始閃爍時(shí),可以開始焊接作業(yè)。
④操作完畢,加錫保養(yǎng)烙鐵頭,將電烙鐵置于烙鐵架上,調(diào)節(jié)溫度到最低后關(guān)閉電源開關(guān)。
4.電烙鐵常見故障及其維護(hù)
電烙鐵使用過(guò)程中常見的故障有:電烙鐵通電后不發(fā)熱,烙鐵頭不吃錫,烙鐵帶電等。下面以內(nèi)熱式20W電烙鐵為例分述如下:
(1)電烙鐵通電后不發(fā)熱。遇此故障首先斷開電源,用萬(wàn)用表歐姆擋測(cè)量電源引線(插頭)兩端,如表針不動(dòng),說(shuō)明有斷路故障。當(dāng)插頭本身無(wú)故障時(shí),可用萬(wàn)用表測(cè)量膠木手柄內(nèi)烙鐵芯的兩根引線,若表針仍不動(dòng)說(shuō)明烙鐵芯損壞,應(yīng)更換新烙鐵芯。更換烙鐵芯時(shí)應(yīng)注意引線的正確連接,電烙鐵有3個(gè)接線柱,其中一個(gè)為地接線柱以防感應(yīng)電壓使外殼帶電,電熱絲的接頭通過(guò)接線柱與220V交流電源相接。若將220V電源接到地接線柱上,則電烙鐵的外殼就會(huì)帶電,被焊件也帶電,將損壞元器件或發(fā)生觸電事故。如果測(cè)得電阻值為2.5kΩ左右,說(shuō)明烙鐵芯是好的,故障出現(xiàn)在引線及插頭上,多為電源引線斷路或接點(diǎn)斷開,進(jìn)一步測(cè)量即可發(fā)現(xiàn)。
更換烙鐵芯的方法:將固定的烙鐵芯的引線松開,將引線卸下,把烙鐵芯從連接桿中取出,然后將新的同規(guī)格的烙鐵芯插入連接桿將引線固定在固定螺釘上,并將烙鐵芯多出的引線頭剪掉,以防兩引線不慎短路。
(2)烙鐵頭帶電。烙鐵頭帶電除前面所述電源線錯(cuò)接在接地線的接線柱上的原因外,多為電源線從烙鐵芯固定螺釘上脫落后,碰到了接地線的螺釘上,從而造成烙鐵頭帶電。這種故障最易造成觸電事故,并損壞元器件。為此,要經(jīng)常檢查壓線螺釘是否松動(dòng)或丟失,發(fā)現(xiàn)問(wèn)題應(yīng)及時(shí)修理。
(3)烙鐵頭不吃“錫”。烙鐵頭長(zhǎng)時(shí)間使用因氧化而不沾錫,這種現(xiàn)象稱之為燒死。當(dāng)出現(xiàn)不吃錫的情況時(shí),可用細(xì)砂紙或銼刀將烙鐵頭重新打磨或銼出新刃,然后重新鍍上焊錫即可使用。
(4)烙鐵頭出現(xiàn)凹坑或氧化腐蝕層,使烙鐵頭的刃面不平。遇此情況,可用銼刀將氧化層及凹坑銼掉,銼成原來(lái)的形狀,然后再鍍上錫,即可重新使用。
3.1.2 電熱風(fēng)槍
電熱風(fēng)槍是利用高溫?zé)犸L(fēng)加熱焊錫和元器件引腳,使焊錫熔化,實(shí)現(xiàn)焊接或拆焊的半自動(dòng)設(shè)備,如圖3-6所示。
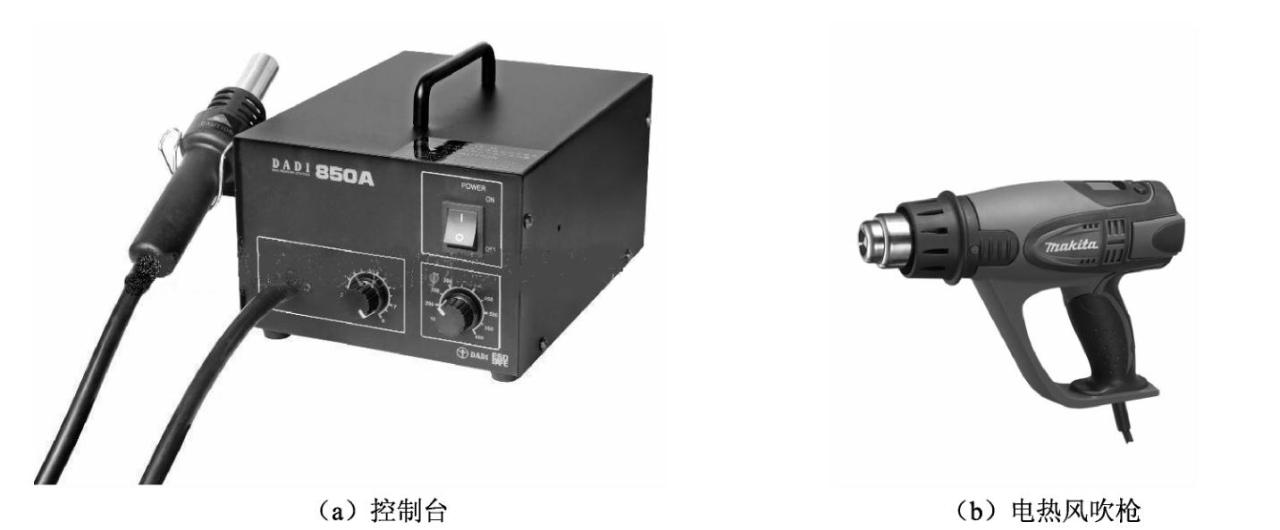
圖3-6 電熱風(fēng)槍圖形
電熱風(fēng)槍由控制臺(tái)(主機(jī))和電熱風(fēng)吹槍組成。電熱風(fēng)吹槍內(nèi)裝有電熱絲,用軟管連接熱風(fēng)吹槍和控制臺(tái)內(nèi)置的吹風(fēng)電動(dòng)機(jī)。按下熱風(fēng)臺(tái)前面板上的電源開關(guān)(開關(guān)ON),電熱絲和吹風(fēng)電動(dòng)機(jī)同時(shí)開始工作,電熱絲被加熱,吹風(fēng)電動(dòng)機(jī)壓縮空氣,通過(guò)軟管從熱風(fēng)吹槍前端吹出來(lái),電熱絲達(dá)到足夠的溫度后,就可以用熱風(fēng)進(jìn)行焊接或拆焊;斷開電源開關(guān)(開關(guān)OFF),電熱絲停止加熱,但吹風(fēng)電動(dòng)機(jī)還要工作一段時(shí)間,直到熱風(fēng)吹槍的溫度降低以后才自動(dòng)停止。熱風(fēng)搶的前面板上,除了電源開關(guān),還有HEATER(加熱溫度)和AIR(吹風(fēng)強(qiáng)度)兩個(gè)旋鈕,分別用來(lái)調(diào)整、控制電熱絲的溫度和吹風(fēng)電動(dòng)機(jī)的送風(fēng)量。兩個(gè)旋鈕的刻度都是從1到8,分別指示熱風(fēng)的溫度和吹風(fēng)強(qiáng)度。使用電熱風(fēng)槍焊接SMT電路板時(shí),應(yīng)該把“溫度”旋鈕置于刻度“4”左右,“送風(fēng)量”旋鈕置于刻度“3”左右。熱風(fēng)吹槍的前端可以裝配各種專用的熱風(fēng)嘴,用于拆卸不同尺寸、不同封裝方式的芯片。
3.1.3 其他焊接裝配輔助工具
電子產(chǎn)品在裝配過(guò)程中常用的其他工具如圖3-7所示。

圖3-7 常用的其他工具圖形
1.尖嘴鉗
尖嘴鉗頭部較細(xì),適用于夾持小型金屬零件或彎曲元器件引線,以及電子裝配時(shí)其他鉗子較難涉及的部位,不宜用力夾持物體。
2.平嘴鉗
平嘴鉗鉗口平直,可用于夾彎元器件引線,因?yàn)殂Q口無(wú)紋路,所以對(duì)導(dǎo)線拉直,整形比尖嘴鉗適用。但因鉗口較薄,不易夾持螺母或需施力較大部位。
3.斜嘴鉗
斜嘴鉗用于剪掉焊后線頭或元器件引腳,也可與尖嘴鉗配合,剝?nèi)?dǎo)線的絕緣皮。
4.平頭鉗
平頭鉗頭部較寬平,適用于螺母或緊固件的裝配操作,但不能代替錘子敲打零件。
5.剝線鉗
剝線鉗專門用于剝?nèi)?dǎo)線絕緣層,使用時(shí)應(yīng)注意將需剝皮的導(dǎo)線放入合適的槽口,以免剝皮時(shí)剪斷或剪傷導(dǎo)線,剪口的槽合攏后應(yīng)為圓形。
6.鑷子
鑷子有尖嘴鑷子和圓嘴鑷子兩種。尖嘴鑷子用于夾持細(xì)小的導(dǎo)線,以便于裝配焊接,圓嘴鑷子用于彎曲元器件引線和夾持元器件焊接等,用鑷子夾持元器件焊接時(shí)還能起到散熱的作用。元器件的拆卸也需要用鑷子。
7.空心針頭
用空心針頭拆卸電子元器件或集成電路時(shí)。應(yīng)首先選擇合適的空心針頭,以針頭的內(nèi)徑能正好套住集成電路引腳或電子元器件引腳為宜。拆卸時(shí)一邊用電烙鐵熔化集成電路引腳上的焊點(diǎn),一邊用空心針頭套住引腳旋轉(zhuǎn),等焊錫凝固后拔出針頭,這樣引腳便會(huì)和印制電路板完全分開。待各引腳按上述辦法與印制電路板脫開后,集成電路或電子元器件便可輕易從電路板上拆下。
8.螺絲刀
螺絲刀又稱起子或改錐,有“-”字形和“+”字形兩種,專用于擰螺釘。
- 汽車文化(AR增強(qiáng)現(xiàn)實(shí)版)
- 鐵路行李員
- 汽車波形與數(shù)據(jù)流分析(第2版)
- 2011高鐵客運(yùn)與服務(wù)質(zhì)量
- 京滬高速鐵路建設(shè)總結(jié)◎運(yùn)營(yíng)卷
- 新能源汽車動(dòng)力電池及充電系統(tǒng)檢修
- 車輛造型智能設(shè)計(jì)
- 動(dòng)力電池?zé)峁芾砑夹g(shù):散熱系統(tǒng)熱流場(chǎng)分析
- 汽車電液控制裝置
- 古塔糾傾加固技術(shù)
- 新一代智能化交通控制系統(tǒng)理論及技術(shù)
- 汽車鈑金就這么簡(jiǎn)單
- 中國(guó)戰(zhàn)略性新興產(chǎn)業(yè):新材料
- 鐵道企業(yè)管理創(chuàng)新成果2016
- 城市軌道交通電動(dòng)客車牽引系統(tǒng)·第5部分:牽引系統(tǒng)組合試驗(yàn)方法